赤外線ランプ:トンネルオーブン乾燥の「ブラックテクノロジー」 – なぜ品質と効率向上の中核となったのか?
工業製造部門では、トンネルオーブン乾燥は製品の品質を決定する重要なステップです。高効率、安定した品質、低エネルギー消費といったさまざまな要求に直面して、赤外線ランプは徐々に乾燥プロセスに不可欠な中核装置となっています。今日は、トンネルオーブン乾燥操作の中核コンポーネントである赤外線ランプについて説明し、それが工業用乾燥分野でどのように「効率促進剤」となったかを見ていきます。
トンネルオーブン装置における赤外線ランプの応用
トンネルオーブン装置における赤外線ランプの応用は、赤外線を利用して材料を直接加熱する連続乾燥またはベーキング技術です。
従来の熱風循環加熱に比べ、「指向性輻射伝熱」により材料に直接作用するため、熱効率の低さ、エネルギー消費量の多さ、予熱時間の長さ、温度制御の不正確さ、複雑なワークの加熱ムラなどの問題を解決します。これは、現代の洗練された生産ラインで好まれる加熱方法となっています。
赤外線ランプの 3 つの主要な利点
トンネル炉の運転において、赤外線ランプは単なる「加熱要素」ではなく、よりインテリジェントな役割を果たします。
(1)高効率浸透で「内部・外部」加熱を実現
従来の暖房では、熱が外部から内部に伝わることが多く、「外は焦げて中は柔らかくなる」現象が起こりやすくなります。しかし、赤外線は非常に強力な透過力とエネルギー変換効率を備えており、材料の深部まで加熱することができるため、表面の過熱を回避できます。
原理:赤外線は物質分子に直接作用し、分子振動を引き起こし、熱を発生します。
効果: 材料の内側と外側が同時に加熱され、水分や溶剤が内側から外側に急速に移動します。たとえば、リチウム電池の電極や厚いコーティングを乾燥する際、内部の気泡を閉じ込める可能性のある表面膜の形成を効果的に防ぎます。
(2)正確なマッチングにより乾燥品質が向上します。
異なる材料は異なる波長の赤外線を吸収します。赤外線ランプは、適切な波長を選択することにより、正確で的を絞った加熱を実現できます。
短波(近赤外線):非常に速い応答性と深い浸透性を持ち、金属塗装や自動車塗装など急速加熱が必要な用途に適しています。
中波・長波(遠赤外線):穏やかに加熱し、プラスチック、木材、食品、紙などの熱に弱い素材に適し、変形や焦げを防ぎます。
(3)すぐに使えて省エネ・消費量削減
トンネルオーブンでは、時は金なりです。赤外線ランプの熱慣性は非常に小さいです。
予熱は不要:長時間のウォームアップを必要とする従来の抵抗線オーブンとは異なり、起動後数秒以内に定格出力に達します。
同期制御: 生産ラインが停止すると、ランプは直ちに加熱を停止し、エネルギーの無駄や製品の焼き過ぎを防ぎます。データによると、従来の暖房トンネルを遠赤外線トンネルに変換すると、設置電力を 30% ~ 45% 削減できることが示されています。
適用可能なシナリオ: 複数の分野をカバーする多彩なソリューション
赤外線ランプはトンネルオーブンで広く使用されており、熱硬化を必要とするほぼすべての業界をカバーしています。
印刷と包装: 紙とフィルム上のインクの乾燥。赤外線がインク層に直接作用し、高温による紙のシワを防ぎ、乾燥速度を50%以上向上させます。
エレクトロニクス産業: PCB 回路基板のはんだ予熱、電子部品の接着剤の硬化、リチウム電池の電極の乾燥。
自動車塗装:金属部品の塗装と乾燥。短波赤外線により塗料を素早く硬化させ、にじみやピンホールを軽減します。
食品および製薬産業: パンやビスケットなどの焼き菓子の着色と乾燥、農産物の急速脱水、肉製品の表面殺菌。
今日のコスト削減と効率向上の追求においては、適切な加熱方法を選択することが重要です。トンネルオーブンへの赤外線ランプの適用は、単なる技術のアップグレードではなく、生産哲学の革命です。より高速、より低エネルギー、より高品質な工業乾燥分野でコアの強みを発揮します。
パネル家具の生産ラインでは 縁帯は 製品の外観の鍵です粘着線が黒くなる商品の質はすぐに低下します
工場 の 業 者 や 木工 の 多く は,なぜ 縁 の 帯 が 冬 に 落ち て しまう の でしょ う か.なぜ PUR 粘着 剤 が 固まる の は 遅い の でしょ う か.
実際,これらの問題を解決する鍵は,エッジ・バンド・マシンの目立たない部品である赤外線ランプにあります.今日,エッジ・バンド・オペレーションにおけるその重要な役割を明らかにします.
I. エッジバンド機械における赤外線ランプの3つの主要な役割
伝統的な縁帯加工では,熱の役割を無視して,粘着剤を塗り込み,圧迫することにのみ焦点を当てることが多い.赤外線ランプの追加は,3つの主要な問題を効果的に解決します.
(1) 縁 の 帯状 を する 前 に 予備 的 に 熱す こと: 温度 差 を 排除 し,偽 の 粘着 を 防止 する
寒い季節 (または工房温度の低いとき) は,板の表面はしばしば冷たい.熱溶性接着剤を直接適用した場合,接着剤は冷板と接触するとすぐに冷却されます.薄い流動性や木の毛穴に浸透できない状態になり 偽接着を起こす.
• 赤外線 の 役割: 接着剤 を 塗る 前 に,赤外線 の ランプ は 板 の 縁 を 接触 し ない 状態 で 前もって 熱す こと が でき ます.
• 効果: 板の表面温度 (通常は60°C~100°C) を迅速に上昇させ,表面の水分を除去し,その後塗り付けされた接着剤が最適な流動性を維持できるようにします.木の根のように,木の谷間に突入する..
(2) エッジ 帯 の 後 の "加速器":即時 固化 は 変化 を 防止 する
PUR接着剤 (ポリウレタン熱溶性接着剤) を使用した高級端板の接着剤では,固化時間が大きな懸念事項です.板が端板接着剤のすぐ後に積み重ねられまたはパッケージ化されれば,粘着剤はまだ乾いていないテープの端が簡単に動いたり,アレンジが変形したりします.
• 赤外線 放射線 の 役割: 赤外線 放射線 の 穿透 力 を 利用 し て,端 の 帯 帯 と 接着 層 に 補助 的 な 熱 化 や 固化 放射線 を 供給 し ます.
• 結果: 木材加工に関する実務データによると,適切な赤外線加熱により,粘着剤の粘着しない時間は20%以上短縮できる (例えば4時間から3時間未満).委員会が次のプロセスに より早く進むことができますワークショップの作業の遅延を大幅に削減する.
(3) 不規則な 形状 の 縁帯 の "軟化剤" ― 縁帯 を より 順応 的 に する
曲線,丸い,または不規則な形状のパネルを加工する際には,直角帯状の帯状の帯状は,かなりの屈曲を経験する必要があります.,折りたたみによって 再び浮き上がり 最終的に破裂や脱層になります
• 赤外線 の 役割: 圧迫 する 前 に 縁 の 帯 を 柔らかく する.
• 効果: 赤外線 の 熱 は すぐ に 縁 の 帯 に 浸透 し,その 帯 を 柔らかく し,弾性 を 高め ます.プレッシャーロールを通過するときにパネルの辺をより緊密に巻く複雑な曲線でも完璧にフィットできます
II.赤外線 を 使う の は なぜ です か
熱銃を使ってもいいですか?
高速機器では 赤外線放射は 熱気よりも 代替できない利点があります
• 非常に速い応答: エッジバンド機械は通常,1分間に10〜20mの速度で動作します.赤外線ランプ (特に短波赤外線) はミリ秒で反応する暖房エリアを正確に制御する
• 高エネルギー効率: 熱い空気は簡単に散布され,空気のみが加熱されます.赤外線は直接物体を加熱します (ボードまたは縁帯),長期的に見れば,より高い熱効率とより大きなエネルギー節約をもたらす.
• 粘着剤の着用を妨げない: 強い熱い空気は,不固化した粘着剤を動かし,不均一な接着線を引き起こすことがあります.赤外線は静かで安定した放射性加熱です.粘着剤の塗装過程を妨げない.
III. 避ける ガイド: エッジ 帯状 機 が 改良 必要 で ある か は どう 判断 する か
工場で以下の問題が頻繁に発生している場合は,端帯帯機の赤外線加熱システムをチェックまたはアップグレードすることをお勧めします.
• 冬 の 時 に 縁 が 頻繁に 歪み ます.温度 が 低下 する と,縁 の 帯 の 皮 が 剥がれ ます.
• PUR 粘着剤 の 固化 が 遅い: 縁 の 帯 の 板 は 切断 さ れる 前 に 長い 時間 に 積み上げ られ て いる 必要 が あり,そこ は 広い 場所 を 占め て い ます.
• 不規則な形状の部品の破棄率が高い: 曲がりくねったドアパネルを製造する際,端帯の帯は常に後退し,落ちます.
IV.結論縁を密封するだけでなく 堅く美しく密封することです 縁を密封する方法は
赤外線ランプは,エッジ・バンド・マシンの小さな部品に過ぎませんが",温度差の脱層"と"固化効率"の問題を解決するための黄金の鍵です.適切な加熱方法を選択することで 家具の縁の折り曲げのトラブルに さよならを言い 品質を次のレベルに引き上げることができます!
.gtr-container-whs789 {
font-family: Verdana, Helvetica, "Times New Roman", Arial, sans-serif;
color: #252525;
line-height: 1.6;
padding: 16px;
max-width: 100%;
box-sizing: border-box;
}
.gtr-container-whs789 p {
font-size: 14px;
margin-bottom: 1em;
text-align: left !important;
word-break: normal;
overflow-wrap: normal;
}
.gtr-container-whs789 .gtr-section-title {
font-size: 18px;
font-weight: bold;
margin-top: 1.5em;
margin-bottom: 1em;
text-align: left;
}
.gtr-container-whs789 ol {
list-style: none !important;
padding-left: 25px;
margin-bottom: 1em;
counter-reset: list-item 1;
}
.gtr-container-whs789 ol li {
position: relative;
margin-bottom: 0.5em;
padding-left: 20px;
font-size: 14px;
text-align: left !important;
}
.gtr-container-whs789 ol li::before {
content: counter(list-item) "." !important;
position: absolute !important;
left: 0 !important;
font-weight: bold;
color: #252525;
width: 20px;
text-align: right;
}
@media (min-width: 768px) {
.gtr-container-whs789 {
padding: 24px;
max-width: 960px;
margin: 0 auto;
}
.gtr-container-whs789 .gtr-section-title {
margin-top: 2em;
margin-bottom: 1.2em;
}
.gtr-container-whs789 ol {
padding-left: 30px;
}
.gtr-container-whs789 ol li {
padding-left: 25px;
}
.gtr-container-whs789 ol li::before {
width: 25px;
}
}
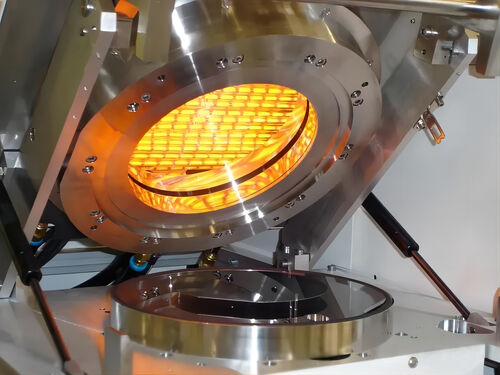
半導体・ウエファーまたはシリコン・ウエファーとしても知られるウエファーは,半導体産業で広く使用される基本的な材料の1つです.半導体の製造過程における重要なステップです, 集積回路やその他の半導体装置の製造中に必要とするホイム処理を行う目的で,有機物や泡を取り除く.物質を活性化させる表面の純度と質を保証します. この過程で,シリコンウエファーの表面の純度と質は,ウェファは,通常,さまざまなアプリケーションでより良いパフォーマンスを発揮できるように,特定の温度に均等に加熱する必要があります.処理の次のステップを容易にしたり最適化したりします.
シリコン・ウェーファー製造における加熱段階
加熱は,シリコンウエファー製造過程において最も重要なステップの一つであり,多くのプロセスステップを含み,一般的に以下の側面を含みます.
結晶の成長過程で ポリシウム材料は 溶かして ある温度まで加熱する必要があります 温度と時間を制御することでシリコン材料は結晶化し,徐々に結晶に成長します.
切り方: 成長した結晶では,薄いスライスに切り取らなければなりません. 切る過程で,シリコンウエファーの切断品質と整合性を確保するためにシリコンウエファーを加熱する必要があります.
半導体加工: シリコン・ウエファーをウエファーに切った後に,洗浄,堆積,光立体,エッチング,イオン植入異なるプロセスのステップは,それぞれの機能を完了するために異なる加熱温度と時間を必要とします.
焼却:半導体加工では,格子欠陥を排除し,結晶質を改善するために,焼却が必要である.ある温度に温め,一定の時間保持する結晶の欠陥が除去されるように
ウェーファー加熱過程では,ウェーファー表面の温度分布が可能な限り均一で,ウェーファー全体に一貫した装置性能を確保する必要があります.不均一な温度分布は,デバイスの性能に差異をもたらし,製品の品質に影響を与える可能性があります.赤外線散熱器を用いて,光がウエファーに集中し,望ましい温度に迅速に加熱されます.迅速に対応し,温度過剰または不十分を減らすために加熱力を調整熱された表面が平均的な赤外線放射線エネルギーを受信できるようにして,プロセス問題を引き起こす可能性がある温度変動を効果的に防止する.不均等な温度によって引き起こされる不良のプロセス品質問題を効果的に軽減する.
赤外線 ラジエータ の 利点
従来の加熱方法と比較して,赤外線散熱器には以下の重要な利点があります.
高度な制御精度:正確な温度制御は,ウェーファー生産の質を大幅に向上させる.
熱の均一性:均一な加熱温度分布,高効率,迅速な反応
エネルギー節約と環境保護:加熱過程で発生する熱は主に物体の表面に集中するので,空気を全部加熱する必要はありません.エネルギー無駄を減らす環境に優しい暖房方法です. 温室効果ガスの排出量も減少し,
赤外線熱ランプは,小さいサイズ,急速な加熱,正確な加熱などの利点があり,プラスチック溶接などのアプリケーションのために自動車産業で広く使用されています.内部の複合材料の鋳造粘着剤の活性化と粉末塗装の固化
赤外線電池 (光源) から放出される赤外線光は分子 (原子) 共鳴によって物質に吸収され,それによって物体を熱します.赤外線加熱,配列波長と選択的浸透性直接,方向的に物体の表面を一定深さまで熱し,熱し,乾燥し,固めるのに非常に効果的な方法になります.表面の広いエリアを暖めるだけでなく,正確に熱を局所化するためにカスタム形 (3D) もできますプロセス要求に応じて曲げられた作業部件
主な用途:
(1) 内部部位:A,B,C柱,トランク,ダッシュボード,ドアパネル,内部ドアパネルフレーム,日焼け止め
(2) 外部部品:車輪カバー,バンパー,ヘッドライト,バックビューミール,ランプカバー,屋根,ガラス
(3) 座席: 表面のしわ除去,軌跡と背筋の溶接
(4) エンジンシステム: プラスチックフィルター,防音綿,カバーの内部溶接,カバーの内部キャップ,ラディエーター,ブレーキ液容器,液体カップ,水タンク,燃料タンク,空気管など.
適用例:
(1) 自動車工場の塗装ラインの赤外線乾燥改装:従来の塗装乾燥プロセスの低効率と高エネルギー消費に対応するために,工場は,赤外線加熱でコーティング乾燥プロセスを改装しました厚いコーティングに短波赤外線を使用した. 厚いコーティングでは,赤外線波長が,赤外線波長に合わせた.表面の乾燥に使用されました改装後,コーティングの乾燥時間は3分に短縮され,従来のプロセスと比較してエネルギー消費量は40%削減されました.塗料の泡や色差などの欠陥が著しく減少しました生産ラインの効率を大幅に向上させました
(2) 自動車修理工房における赤外線塗料ブースの適用:以前は,修理工房は長い調理時間と高エネルギー消費に苦しんでいた伝統的な塗料ブースを使用していました.赤外線で加熱した塗料亭が導入されました改装後,調理時間は従来のプロセスより半分に短縮されました.1時間しか使わない単一の調理サイクルで修理業務の処理能力を向上させ,潜在的な機器故障を軽減しただけでなく,赤外線ランプが騒音や電磁放射線なしで動作するので,ワークショップの作業環境も最適化しました.
空気コンベクション熱伝送などの伝統的な加熱方法と比較して,赤外線加熱は自動車塗装で重要な利点を提供します:
エネルギー 節約 暖房: 赤外線 近く の 暖房 ランプ は 95% の 電気 エネルギーを 熱 に 変換 し,従来の 方法 を 遥かに 超え て い ます.
環境に優しい:赤外線照射暖房は環境に優しいもので,迅速にオン/オフに切り替えられ,放射線損失を最小限に抑えることができます.安全な加熱方法として 国内から輸入された高品質のクォーツ管を使用します腐食,剥離,および加熱された物体または環境に有害なガスや臭いの生成を防止します.高品質のクォーツ管は,高温で優れた可塑性を持つ高温耐性材料です管の破裂を防止し,非常に高い安全レベルを保証します.
平均寿命: 暖房部品の平均寿命は5000時間に達し,さらに長い寿命は顧客の要求に応じて設計および製造することができます.中間波温度は20度まで達します"000時間
新型加熱方法:周囲の空気を加熱せずに直接物体に加熱する.物体は真空環境で直接加熱できる.これは,熱源と加熱された物体との間の熱転送中に発生する熱損失問題を回避します 伝統的な加熱方法.
赤外線放射熱を使用する際には,加熱された物体の吸収スペクトルに適合する適切な赤外線波長を選択することで,より良い結果が得られます.例えば,短波赤外線は コーティング表面に より効果的に浸透します内部から同時に熱します
赤外線照射暖房システムは 機械的部品や赤外線反射器や制御システムにより 簡単に生産ラインに組み込める外部赤外線熱と生産操作を同期制御できる.
制御が簡単: 高品質のクォーツ管の迅速な応答時間と極めて低い熱慣性を利用して,加熱プロセスは迅速かつ正確に制御できます.加熱プロセス (モジュール) の出力電力は 0-100%から任意に設定できます温度制御が優れている.
使いやすくて 設置も簡単 保守も交換も安価です
自動車製造プロセスでは,赤外線照射による加熱は,時間節約とコスト効率の良い方法として,また,いくつかの重要なプロセスにおける部品の品質を改善するのに役立ちます将来,赤外線照射による加熱は,より多くの部品,そしておそらく車両の生産プロセス全体に用いられ,大きな市場可能性を示します.
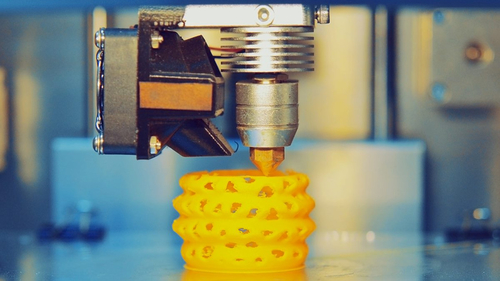
3Dプリンタにおける赤外線熱管の使用により 産業プロセスは改善され 3Dプリンタの急速な発展をさらに促進しました現在,材料挤出はポリマー添加物製造または3D印刷で最も広く使用されている技術です.
このプロセスは一般的にメルトデポジションモデリングまたはメルトワイヤ製造と呼ばれ,主に熱塑性材料,ポリマー混合物,複合材料.しかしこの製造プロセスには欠点もあります これらの部品の機能的な使用は機械的なアニゾトロピーによって制限されることがあります構造方向 (z方向) の連続層の印刷部品の強さは,対応する平面強度 (x-y方向) よりも大幅に低い場合.これは主に印刷層間の粘着が悪いことによる下層は次の層を埋める前にガラスの移行温度よりも低い温度を持っているからです.ガラスの過渡温度は金属と同じような 融点として理解できますが プラスチックの場合は この範囲です新しい材料を埋め込む直前に 印刷層の表面温度を上昇させるために 赤外線加熱を用いることで 部品の間層強度が向上します
粉末床を赤外線散熱器を使って前熱することは重要なステップです.熱塑性ポリマー粉末は,レーザーシントリングの前に前熱する必要があります.
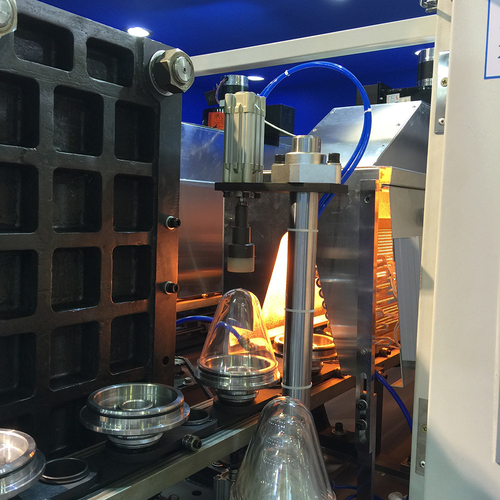
飲料ボトル生産ライン
● この 事件 の 背景: 飲み物 製造 の 大きな 企業 に は,飲み物 の 瓶 を 吹く 生産 ライン が 複数 あり ます.過去 に は,従来の 暖房 方法 が 用い られ て い まし た.暖房が不均等だった生産効率が低かった.
● 適用 効果: 赤外線 の 暖房 ランプ を 導入 し た 後,瓶プレフォームの迅速かつ均質な加熱は,赤外線ランプチューブの波長と出力エネルギーを正確に制御することによって達成される.瓶の厚さの一貫性を著しく改善し,製品の品質を向上させ,同時に加熱時間が短縮され,エネルギー消費量は約15%削減されます.生産効率が大幅に向上します.
ボトル吹き機に適した赤外線熱ランプを選択する際には,次の側面を考慮する必要があります.
波長
● 人 の 行動適合するプレフォーム材料: 異なるプラスチックプレフォーム材料は赤外線吸収特性が異なります.例えば,1 の波長範囲で良い吸収効果を持っています.この波長範囲の赤外線給熱ランプを選択すると,迅速な加熱と効率的なエネルギー利用が実現できます.
● 人 の 行動熱深度要求: 短波赤外線 (0.75-1.4um) は強い浸透力があり,内部から外へ均等にプレフォームを熱することができます.プレフォームの予熱と形成段階に適しています高速印刷機器の乾燥と固化,プラスチック吹き込みと溶接など
パワー
● 人 の 行動熱帯域の大きさを考慮します.ボトル吹き機の熱帯域の大きさとプレフォームの数に基づいて電力を選択します.暖房エリアは大きく,多くのプレフォームがあります十分な熱供給と均等な加熱を保証するために,高功率の給熱ランプが必要です.大きな給熱面積を持つ大きな空っぽ容器吹風機には3000W以上の給熱ランプが必要かもしれません.
● 人 の 行動生産速度に適応します 生産速度が速いので暖房ランプは,短時間で十分な熱を供給し,プレフォームの適切な吹金温度に達することが要求されます.高速生産ラインでは高功率の暖房ランプまたは複数のセットの暖房ランプを選択する必要があります.
ランプの材料
● 人 の 行動クォーツガラス: 透明性も高温耐性も良し,高温には変形なく耐える.赤外線放射の効率的な伝達と安定した加熱を保証できます赤外線熱ランプに一般的に使用される材料です.
● 人 の 行動ワルフスタン線:繊維材料として,高溶融点,高耐性,その他の特性があり,電気を浴びた後に熱と赤外線を急速に発生させることができます.高熱効率で,すぐに暖房ランプの作業温度に達することができます.
反射層
● 強化された加熱効果: 反射層を持つ赤外線加熱ランプは,プレフォームに吸収されていない赤外線エネルギーをプレフォームの表面に反射することができます.暖房効率の向上とエネルギー廃棄物の削減アルミ合金やセラミックコーティングなどの反射層材料は,約95%の反射性を達成することができる.
● 熱 の 均一 化 を 最適 に する.反射 層 の 形 と 角度 を 合理 的 に 設計 する こと に よっ て,赤外線 は 前形 に より 均等 に 放射 さ れ ます.地方的な過熱や過熱不足を避ける瓶のボディの質と一貫性を向上させます.
ブランド と 品質
● 市場 の 評判: 知名 の ブランド の 赤外線 暖房 ランプ を 選ぶ なら,通常 より 良い 品質 と 性能 を 保ち ます.USHIO や Philips のようなブランドは,ボトル吹き機業界で高い知名度と評判を持っています.
● 寿命: 高品質 の 暖房 ランプ は 寿命 が 長い ため,設備 の 停止 時間 と ランプ の 交換 頻度 が 少なく,保守 費用 も 少なく なり ます.いくつかのライトチューブの使用寿命は5000時間以上にも達します普通のライトチューブと比較して,企業にとって時間とコストを節約できます.
制御システムの互換性
● 調節可能: 暖房 ランプ は,精密 な 電力 調節 を 達成 する ため,ボトル 吹き 機 の 制御 システム と 互換 的 に 対応 する べき です.これは,異なるプレフォーム材料に応じて暖房温度と時間の柔軟な調整を可能にする, 仕様,および生産プロセス要件,前形状の最適な加熱効果を確保する.
● 反応速度: 反応速度の加熱ランプは,生産過程中のプレフォームの温度変化に応じて,出力量を適時に調整できます.生産効率と製品品質の向上例えば,いくつかの短波赤外線ヒートランプは,1〜3秒以内に迅速に熱したり冷やしたりすることができ,ヒートプロセスの制御をより柔軟にします.